Dans l'édifice de précision des batteries lithium-ion, la cathode, l'anode, l'électrolyte et le séparateur sont les quatre matériaux essentiels. Parmi eux, bien que le diaphragme ne participe pas directement à la réaction électrochimique, il joue un rôle crucial de « garde-fou ». Il isole les électrodes positive et négative pour éviter les courts-circuits tout en permettant aux ions lithium de circuler librement. La moindre imperfection – comme des bavures, des trous ou des écarts dimensionnels – peut entraîner des problèmes de sécurité importants, tels qu'une baisse des performances de la batterie, une autodécharge, voire un emballement thermique.
Par conséquent, en tant que processus clé dans la fabrication des séparateurs, la précision de la découpe détermine directement la qualité du séparateur et la sécurité de la batterie. Une précision de découpe jusqu'à ± 0,1 mm est non seulement un paramètre technique, mais aussi un atout majeur dans le domaine de la fabrication des séparateurs de batteries au lithium. Cet article se penche sur les avancées techniques et les pratiques d'application permettant d'atteindre cette précision extrême.

1. Pourquoi ± 0,1 mm est-il si important ?
Les séparateurs de batteries au lithium, notamment les séparateurs humides haut de gamme, se caractérisent par une ultra-mince (5 à 20 μm en général), une résistance élevée mais une facilité de déchirure, et une couche de céramique fragile recouvrant leur surface. Ceci impose des exigences très strictes au processus de refendage :
1. Éliminez les bavures et la poussière : toutes les bavures et poussières microscopiques générées par la découpe peuvent percer le séparateur et provoquer des courts-circuits internes après avoir été enroulées dans une batterie.
2. Garantir une précision dimensionnelle absolue : la largeur du diaphragme doit correspondre parfaitement à celle de la feuille d'électrode (positive et négative). Une largeur trop large peut entraîner un risque de court-circuit au contact des cosses ; une largeur trop étroite peut empêcher l'isolation complète des pôles positif et négatif, ce qui peut également entraîner un court-circuit.
3. Maintenir une qualité d'enroulement parfaite : l'enroulement doit être net et serré, sans serpentins (bords irréguliers), sans plis et sans concentration de contraintes. Un mauvais enroulement peut entraîner des difficultés de déroulage, des déformations par traction, voire une mise au rebut directe lors de la production ultérieure de la batterie.
Une précision de ± 0,1 mm signifie que sur un rouleau maître de plusieurs mètres de large, le film fin, aussi fin qu'une aile de cigale, est découpé en dizaines de bandes étroites, et que son erreur de largeur doit être contrôlée au diamètre d'un cheveu près. Il ne s'agit pas seulement d'un test d'équipement, mais aussi de la quête ultime de la maîtrise globale du processus.

2. Réaliser une avancée technologique avec une précision ultra-élevée ± 0,1 mm
Les machines de refendage traditionnelles ont du mal à répondre aux exigences, et atteindre cette précision nécessite une série d'intégrations et de percées technologiques interdisciplinaires.
1. Plateforme mécanique de très haute précision et optimisation dynamique
• Arbre à suspension pneumatique « sans jeu » : Les rouleaux de déroulement, de traction et d'enroulement adoptent la technologie de suspension pneumatique pour une transmission sans contact et sans frottement. Cela élimine totalement les vibrations, les contrecoups et l'usure associés aux transmissions par engrenages traditionnelles, offrant ainsi un contrôle de tension optimal.
• Banc intégré en fonte et guides de précision : Le banc intégré en fonte, doté d'une grande rigidité et d'un excellent amortissement, absorbe et supprime efficacement les vibrations générées pendant la coupe. Toutes les unités de mouvement sont montées sur des guides linéaires de précision pour garantir la rectitude et la stabilité du fonctionnement.
Système d'équilibrage dynamique des masses : d'importantes variations de masse de la bobine peuvent perturber l'équilibre du système à grande vitesse. La refendeuse avancée est équipée d'un système d'équilibrage dynamique en temps réel qui neutralise les vibrations causées par les variations de qualité grâce à un contrepoids ou à une technologie de contrôle actif, garantissant ainsi la stabilité de l'ensemble du processus.
2. Contrôle intelligent de la tension - « l'âme » de la technologie
La tension est au cœur du refendage. Une tension trop importante peut étirer le film, voire le casser ; une tension trop faible peut entraîner la formation de plis. Pour obtenir une précision de ± 0,1 mm, il est nécessaire de contrôler la microtension avec une précision millimétrique (mN).
• Retour de tension en boucle fermée complète : Le système surveille la tension de chaque section (déroulement, traction, rembobinage) en temps réel grâce à des capteurs de tension de haute précision et renvoie les données au contrôleur central (PLC).
• Contrôle de conicité à plusieurs étages : le système calculera et produira automatiquement la courbe de conicité de tension optimale en fonction du changement de diamètre du rouleau, garantissant que la tension est toujours dans les meilleures conditions du rouleau vide au rouleau plein, évitant les défauts tels que le « motif chrysanthème » et le « pli du chou ».
• Système de guidage actif (EPC) : installez des capteurs CCD ou à ultrasons de haute précision avant le déroulement, la découpe et l'enroulement, surveillez la position du bord du diaphragme en temps réel et ajustez-le avec précision grâce aux rouleaux d'entraînement du servomoteur pour garantir que la bande est toujours sur la bonne trajectoire pendant la découpe et l'enroulement, ce qui est la clé pour garantir que les bords sont nets et sans serpent.

3. Système d'outils de refendage de précision
• Matériau et procédé de l'outil : la lame de refendage doit être fabriquée en acier rapide ou en acier au tungstène ultra-dur et résistant à l'usure par métallurgie des poudres, et subir un traitement de revêtement à l'échelle nanométrique et un meulage de précision pour garantir des bords de coupe tranchants et durables.
Structure de l'outil : Adoptez principalement le mode de coupe « coupe circulaire supérieure et inférieure » (coupe par cisaillement). Le couteau supérieur est un couteau en carbure tranchant, tandis que le couteau inférieur est un couteau en acier trempé haute dureté. Le chevauchement et la profondeur de coupe entre les deux sont réglables au micron près pour des coupes nettes avec un minimum de bavures et de poussière.
• Porte-outil à haute rigidité : Le porte-outil et le porte-outil doivent être extrêmement rigides pour résister aux forces latérales générées lors de la coupe, garantissant que toutes les lames restent en position à des vitesses élevées.
4. Système de contrôle intelligent et jumeau numérique
• API et IHM intégrés : Les machines de refendage modernes sont pilotées par un API hautes performances pour coordonner tous les modules tels que le contrôle de mouvement, de tension et de température. L'interface homme-machine (IHM) conviviale permet à l'opérateur de rappeler les paramètres de la recette en un seul clic, réduisant ainsi considérablement les erreurs humaines.
• Système d'acquisition et de surveillance des données (SCADA) : les données de fonctionnement de la machine (vitesse, tension, pression, température, etc.) sont enregistrées et analysées pour l'optimisation du processus, la prédiction des pannes et la traçabilité de la qualité du produit.
Jumeau numérique : La technologie la plus avancée consiste à créer un modèle numérique d'une machine de refendage physique dans un espace virtuel. Avant le refendage réel, une simulation et un préréglage des paramètres peuvent être effectués dans un environnement virtuel afin de trouver la solution optimale, réduisant ainsi considérablement les coûts d'essais et d'erreurs ainsi que le gaspillage de matière.
3. Pratique d'application : du laboratoire à la production de masse
Les avancées technologiques servent en fin de compte la production. Dans la pratique, outre l'équipement lui-même, le savoir-faire en matière de procédés est tout aussi important.
• Réglage du jeu de couteaux et du volume de coupe : il est nécessaire de procéder à des ajustements répétés en fonction de l'épaisseur du diaphragme, des caractéristiques du revêtement, de l'humidité, etc., afin de trouver les paramètres optimaux. Cela repose sur de nombreuses données expérimentales et l'expérience des ingénieurs.
• Équilibre entre vitesse de refendage : privilégier l'efficacité tout en garantissant précision et qualité. Pour les diaphragmes ultra-fins, la vitesse n'est pas toujours la meilleure option, et il est essentiel de trouver le juste équilibre entre qualité et efficacité.
• Contrôle environnemental : un environnement de production propre, à température et humidité constantes est essentiel pour éviter l'absorption d'humidité et la déformation du diaphragme ainsi que la pollution par la poussière.
• Synergie entre les personnes et les compétences : Même les équipements les plus performants nécessitent des opérateurs et un personnel de maintenance hautement qualifiés. Ils doivent comprendre les principes de fonctionnement et la logique des processus, et être capables de réagir aux différentes urgences et d'effectuer des ajustements précis.
conclusion
La précision de refendage de ± 0,1 mm est le fruit d'une intégration poussée de technologies multidisciplinaires telles que l'ingénierie mécanique, la science des matériaux, l'automatisation et l'intelligence artificielle. Elle marque une avancée majeure dans le secteur de la fabrication d'équipements pour batteries au lithium, passant de l'utilisable à la simple utilisation, puis à l'extrême précision.
Cet équipement, apparemment ordinaire, de découpe de gros rouleaux en petits rouleaux est en réalité le véritable artisan de la sécurité, de la régularité et de la longévité des batteries lithium-ion. Avec l'émergence de nouvelles technologies telles que les batteries à semi-conducteurs et les diaphragmes plus fins, les exigences en matière de précision de découpe ne feront qu'augmenter. Cette compétition technologique, qui s'apparente à une « bataille du millimètre », continuera de propulser l'ensemble du secteur des batteries lithium vers un niveau supérieur.
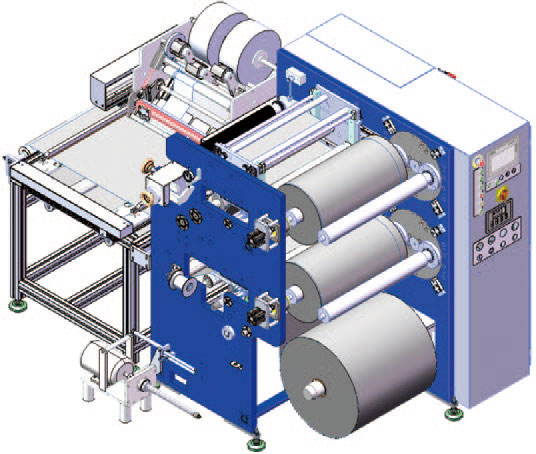
 Nouvelle découpeuse de films énergétiques MOP
Nouvelle découpeuse de films énergétiques MOP Découpeuse de feuilles de cuivre (RSDS7H) 1350
Découpeuse de feuilles de cuivre (RSDS7H) 1350 Découpeuse de feuilles de cuivre RSDS7H 1350 PLUS
Découpeuse de feuilles de cuivre RSDS7H 1350 PLUS





